






 公司新闻
公司新闻

当前位置: 首页 > 公司新闻SUMIDA叠层功率电感焊接原理_电感线圈_电磁线圈
SUMIDA叠层功率电感焊接原理
一、布景:
当时电感业界为适应手机、数码等电子商品轻便、体积细巧发展趋势,相应DC-DC开关电源中储能和滤波功率电感逐渐呈现了以小体积贴片式功率电感替代传统的“工”字(或DR型)绕线功率电感.当时市面呈现的贴片式功率电感一共分红绕线贴片式功率电感(Winding Type Power Inductor)和叠层式功率电感(Multilayer Type Power Inductor)两大类型。因叠层功率电感为功率电感商品中新发展起来的产品,当时客户对其功能尚不全部知道条件下,特拟定以下“手艺焊接工作办法及其引荐工作规范”供客户对深圳SUMIDA叠层功率电感器件焊接验证及手艺主动焊接工作时参阅。二、手艺焊接工作规范:
1、电烙铁手艺焊接工作规范:1.1、焊接温度:350±10℃(烙铁头尖部的温度);
1.2、继续焊接时刻:5±1秒;
1.3、焊锡类型引荐:低熔点环保无铅松香芯免清洁型锡线(Sn96.5Ag3.0Cu0.5);
1.4、烙铁:引荐运用45W的恒温烙铁或许温控型电烙铁;
2、热风枪手艺焊接工作规范:
2.1、预热温度:150℃;
2.2、预热时刻:3~5秒;
2.3、热风枪焊接工作温度:250~260℃范围内;
2.4、热风枪风速:2~3档;
2.5、工作办法阐明;
A)、焊接电感时需求在PCB和对应需求焊接的电感焊盘上沾少量松香型免清洁型助焊剂,以保证焊接时焊锡的活动功能;
B)、焊接时先将 热风枪风头离PCB间隔约10cm左右对PCB进行预热3~5秒保证PCB受热均匀;
C)、PCB预热完结后将热风枪接近PCB离焊盘约2~3cm将对应焊锡吹至熔解状况;
D)、左手用镊子夹取待焊接电感至对应PCB焊盘处,待焊锡与电感完全结合合后(通常情况下2~3秒即可完结)移开热风枪焊接即完结;
E)、 从PCB板上用烙铁或热风枪拆解下来的叠层功率电感主张不再重复运用;
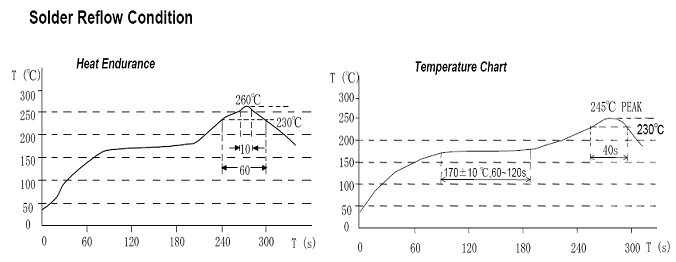
三、回流焊主动化出产焊接引荐温度 vs 时刻曲线图:
四、SUMIDA叠层功率电感商品可焊性和耐焊接热查验规范:
1. 回流焊接可焊性查验工作规范:A)、可焊性实验用的焊锡成分:96.5%Sn+3.0%Ag+0.5%Cu;
B)、预 处 理:将样品的电极点浸入助焊剂(引荐运用唯特偶GW9810A-6A、优诺-6810类型)中保持2±0.5秒;
C)、测验办法:将样品引脚浸入锡温为245 ±5℃的锡炉中,保持2.5±0.5秒后取出;
D)、断定:引脚焊锡面均匀、润滑、沾锡面积≥90%则实验结果断定OK;
2. 回流焊接耐焊接热查验工作规范:
A)、样品数量:10pcs;
B)、测验办法:将样品置于锡温为260+5/-0℃的焊锡外表上方3~5mm处,用箱体将样品罩住,运用温度计承认箱体内接近样品本体上方约2~3mm处环境温度到达180±5℃,保持120±2秒.样品预热后,立行将零件引脚或本体置于锡温为260+5/-0℃的锡炉中,保持10±0.5秒,样品取出后放置于室温环境中冷却2个小时;预热、测验、冷却过程为一个周期,同一样品需进行3个周期测验;
C)、断定:
(a)、机械特性: 测验过的样品,外表用40倍以上的放大镜调查零件的包封、引脚接合处,不得呈现破裂表象等表象;
(b)、电气特性: 测验过的样品其电气参数变化符合规格书界说需求;
以上文章由东莞市福鹰电子有限公司提供,了解更,请点击电感线圈
2014-4-25

